
Assessing the Condition of Cast Iron Water Pipes
Tim Norman, principal materials consultant at SOCOTEC, explains what to consider when inspecting and assessing the condition of cast iron water pipes.
Fresh, clean and safe drinking water is something we all take for granted, yet delivering water to homes, offices and businesses requires a complex system that involves an immense amount of effort and skill. An essential part of this system is the pipe network, most of which is buried underground. The historical material for these pipes is grey cast iron, with some of this infrastructure having been in service for over 100 years and still performing as intended. However, the ongoing inspection and laboratory condition assessment of cast iron pipes is an important activity that helps to minimise the risk of disruption to the water supply.
Reasons for failures
The reasons behind failures of cast iron pipes can be complex and diverse and include corrosion, pre-existing manufacturing defects and unexpected levels of loading.
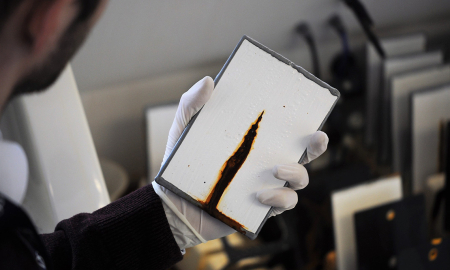
Corrosion failures can occur in all pipe diameters. Pitting corrosion can occur in cast iron in the same way it does in steel but with cast iron the most commonly experienced mechanism is a process known as graphitisation. This corrosion process is the result of a reaction with the iron in the cast iron, which leaves behind a matrix of corrosion product and graphite flakes. This can still hold the shape of the pipe wall and give the appearance of sound material, however, initial appearances can be deceptive. Graphitisation can cause a pipe to weaken and failure will ultimately occur when the service loads can no longer be withstood.
The importance of a condition assessment
The assessment of the condition of cast iron water pipes comprises non-destructive and destructive techniques. An ultrasonic, non-destructive testing technique enables a section of pipeline to be scanned, and provides accurate internal and external loss of section mapping and measurements.
Meanwhile, coupon sampling from both under pressure and failed pipes allows a laboratory assessment to be undertaken to determine the extent of corrosion damage and will give an approximation of the strength of the iron used to manufacture the pipe. Samples are invariably in the form of circular coupons cut from under pressure pipes and large sections cut from failed pipes. The assessment involves metallurgical tests including chemical analysis, metallography and mechanical testing.
Types of testing
The mechanical properties of grey cast iron are determined by the metal composition and the rate of cooling, which are related to the thickness of the pipe wall. The cast iron carbon equivalent value can be used to give an approximation of the cast iron strength and grade.
Small coupon samples only allow small compression test pieces to be machined but give an indication of the grade by measuring the ultimate compressive stress. Larger coupon samples, or sections from failed pipe, can be big enough to allow tensile test specimens to be prepared to give the tensile properties of the cast iron. It is also possible to machine bend test specimens to determine strength and this gauges the test specimen to record strain. The rupture modulus can also be determined by using the Talbot strip test, while hardness testing using the Brinell method is also a useful indication of the cast iron strength.
Sample examination
Metallographic examination of cast iron is carried out to assess the graphite flake size and morphology, and carefully prepared cross sections can be studied. Polished and etched conditions allow an assessment to be made under a metallurgical microscope to determine the graphite flake size and morphology to relevant standards. Furthermore, the condition with respect to corrosion can be assessed.
Graphitisation is the most common form of corrosion affecting buried cast iron pipes and it is easily recognisable under the metallurgical microstructure. In the affected areas graphite flakes will be visible within a matrix of mainly iron oxides. Some intermetallic compounds, particularly phosphide eutectic, will be present in cast iron and remain unaffected by corrosion. The normal microstructure for old cast iron pipes is random flake graphite in a matrix of pearlite and ferrite with phosphide eutectic.
Evaluation
The results of the inspection and testing allow an assessment to be made regarding the condition of the pipe. This may show that old pipes are in good condition or highlight which pipes are likely to fail in the short-term and will require replacing. This allows for detailed planning and funding for the maintenance and replacement of pipes to minimise the risk of loss of supply.
* This article was first published in Materials World Magazine.



Add new comment